欢迎访问最新皇冠手机官网(中国)有限公司官网!
最新皇冠手机官网(中国)有限公司笼的制作方法
发布时间:2021-08-03 16:54:23 浏览次数:1167次
制作成型
一 搭建场地
最新皇冠手机官网(中国)有限公司笼加工制作的时候要求防雨,防潮,出入方便。一般选好合适的平整场地后,按需要搭建大棚,并拉好安全电源。
二 进购原材料
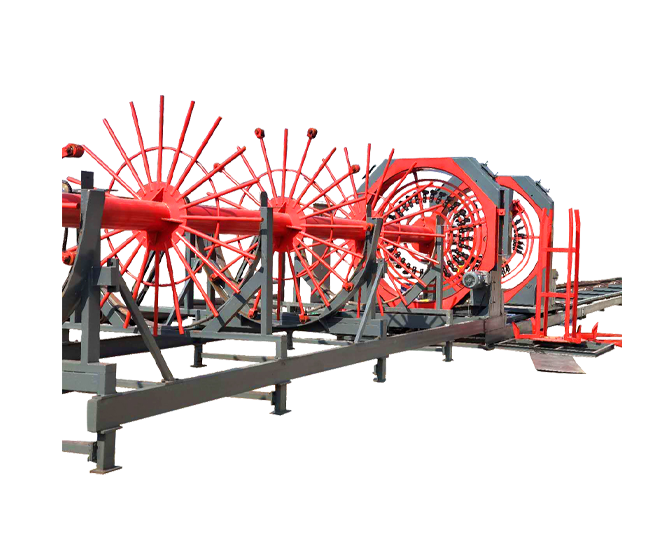
按设计的图纸要求进购最新皇冠手机官网(中国)有限公司,按要求截取最新皇冠手机官网(中国)有限公司并送到相关质量检测部门进行检验,检验合格后方可使用。焊接最新皇冠手机官网(中国)有限公司时,如果用电弧焊,则要按施工要求进购焊条,焊条的质量将直接影响最新皇冠手机官网(中国)有限公司笼的质量。如果有条件可以买我国自行研发的最新皇冠手机官网(中国)有限公司笼滚焊机。
三 加工制作
按设计的图纸要求进行最新皇冠手机官网(中国)有限公司加工。制作好的最新皇冠手机官网(中国)有限公司笼在监理人员检验合格后按要求堆放。
制作控制要点
最新皇冠手机官网(中国)有限公司原材是否已经送检合格,原材规格是否符合图纸设计要求,箍筋间距、焊接点搭接长度,焊条要有质保单。最新皇冠手机官网(中国)有限公司笼制作严格按设计加工,主筋位置用最新皇冠手机官网(中国)有限公司定位支架控制等分距离。.最新皇冠手机官网(中国)有限公司保护层厚度。最新皇冠手机官网(中国)有限公司对接处是否按要求打弯,打弯处焊接的焊缝厚度,焊缝长度是否符合质量要求。
最新皇冠手机官网(中国)有限公司加工
4.1.1 除锈
最新皇冠手机官网(中国)有限公司加工前如最新皇冠手机官网(中国)有限公司表面有油渍、漆污、铁锈、浮皮等应以清除,使其表面洁净。最新皇冠手机官网(中国)有限公司除锈可用人工除锈。
4.1.2 矫直
最新皇冠手机官网(中国)有限公司应平直,如局部弯曲度超过标准的,应予以矫直后才可使用。
4.1.3 下料
直径40mm以下的最新皇冠手机官网(中国)有限公司可用机械切割;直径12mm以下的可用人工切割,切割时要保证断料的长度准确性。
4.1.4 弯曲成型
根据图纸和配料单所表示的规格、尺寸弯曲成型,其误差应控制在规定范围之内。
4.2 最新皇冠手机官网(中国)有限公司笼焊接制作
4.2.2 最新皇冠手机官网(中国)有限公司笼的焊接
4.2.2.1 施焊前,最新皇冠手机官网(中国)有限公司的装配与定位应符合下列要求:
a) 采用帮条焊时,两主筋端面之间的间隙应为2.5mm。
b) 采用搭接焊时,应保证两最新皇冠手机官网(中国)有限公司的轴线在同一直线上,不得错开搭接焊。
c) 帮条与主筋之间用四点定位焊固定,搭接焊时,用两点固定,定位焊缝应离帮条或搭接端部20mm以上。
4.2.2.2 施焊时,引弧应在帮条或搭接最新皇冠手机官网(中国)有限公司的一端开始,收弧应在帮条或搭接最新皇冠手机官网(中国)有限公司端头上,弧坑应填满。多层施焊时,第一层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
4.2.2.3 最新皇冠手机官网(中国)有限公司接头采用帮条焊或搭焊时,焊缝长度不应小于帮条或搭接长度,焊缝高度应大于等于0.3d,并不小于4mm;焊缝宽度大于等于0.7d,并不小于10mm。
扫一扫,关注我们